A afiação de facas industriais apesar de parecer simples, à primeira vista, não é. Pelo contrário, é complexa e requer conhecimento.
A retificação ou afiação de facas industriais é um processo de usinagem mecânica realizada por ferramenta chamada de rebolo ou pedra.
O rebolo é na verdade o conjunto de múltiplas “ferramentas” mono cortantes (grãos abrasivos) aglutinadas aleatoriamente por uma liga como resina, borracha ou vidro, o qual ao fazer contato com as facas industriais promove a remoção de material da mesma.
Este processo de usinagem gera muito calor devido ao atrito entre rebolo e faca.
Cabe ressaltar de imediato que o calor é altamente prejudicial às facas industriais, podendo facilmente deteriorar o material e tornar irreversível a capacidade normal de corte.
Alguns cuidados básicos devem ser tomados para obtenção de resultados adequados para cada tipo de faca e aplicação.
O processo de afiação de facas industriais é lento por natureza e devem ser respeitados os parâmetros de usinagem inerentes ao mesmo, como: velocidade de corte, avanço do rebolo por passada e a refrigeração do processo, evitando de toda forma o sobreaquecimento da faca industrial que está sendo afiada.
A escolha correta do rebolo é fundamental para uma boa afiação das facas industriais.
Como já mencionado, cada rebolo possui características específicas e para o uso correto devem ser seguidas as recomendações do fabricante, como rotação de uso, acondicionamento, dressagem, etc…
Para uma boa afiação:
O processo depende fundamentalmente da especificação do rebolo quanto a:
– Tipo de ligante;
– Dureza e tamanho do grão;
– Porosidade.
Se você quer saber o tipo correto de rebolo para sua aplicação, clique aqui.
O sobreaquecimento da faca, que tem alta dureza, ocasiona queima do fio (conforme indicado na foto abaixo) que acarreta a alteração da microestrutura do aço e o surgimento de trincas.
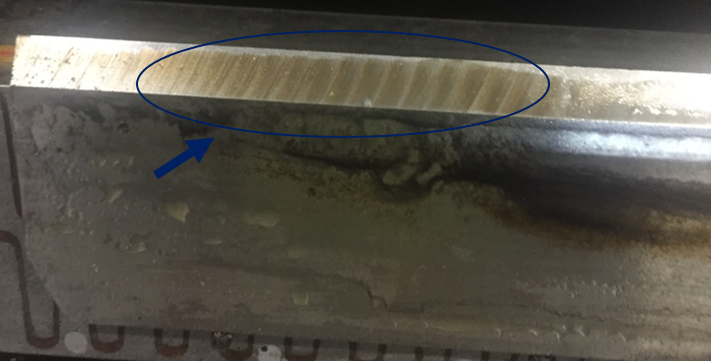
Isto pode ser evitado utilizando-se os parâmetros corretos de usinagem, rotação, diâmetro do rebolo, avanço do rebolo por ciclo e a remoção do calor gerado na operação, através de um sistema eficiente de refrigeração com óleo solúvel.
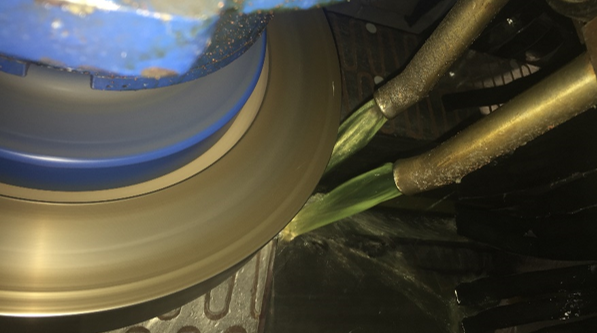
A refrigeração correta
O líquido refrigerante, além de dissipar o calor gerado pelo atrito, também tem a função de facilitar a remoção de material da faca e limpar o rebolo evitando que os poros do mesmo sejam entupidos, por isso o volume e a pressão do mesmo têm relevante importância.
Fatores importantes
Alguns fatores conforme abaixo, estão diretamente relacionados com a rugosidade e acabamento da área retificada:
– Granulometria;
– Diâmetro e rotação do rebolo;
– Velocidade de avanço do carro porta rebolo;
– Profundidade de corte;
– Sistema de refrigeração;
– Condição dos componentes mecânicos;
– Ajuste da máquina.
Quanto maior o grão abrasivo do rebolo, maior a remoção de material, e mais rugosa ficará a superfície retificada.
É importante salientar que para o caso de afiação de facas industriais, quanto menor a rugosidade resultante do processo de retificação, mais eficaz será a faca.
Fica fácil de entender que se a rugosidade for alta, o fio da faca se parecerá com uma serra, e rapidamente perderá a capacidade de corte.
A porosidade do rebolo também tem grande influência no resultado prático do processo de afiação.
Se os “vazios” do rebolo estão adequados ao tipo de operação do material e dureza da faca, não haverá entupimento dos poros e a renovação dos grãos será natural, evitando o aquecimento da região de contato.
Portanto, há muitas variáveis a considerar no processo de afiação de facas, e algumas vezes, pela inadequação de alguma destas variáveis far-se-á necessária a renovação forçada da superfície do rebolo – dressagem – que deveria ser feita naturalmente pela renovação das arestas cortantes dos grãos abrasivos.
O processo de dressagem
A dressagem remove os grãos que perderam o poder de corte e as partículas de aço e abrasivo que ficaram entranhadas nos poros do rebolo.
Esta operação devolve ao rebolo a capacidade de corte através dos novos grãos afiados e naturalmente mais agressivos.
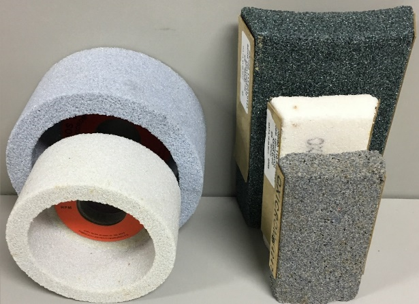
Existem diferentes tipos de dressadores, podendo ser de ponta única ou múltiplas pontas, geralmente diamantes sintéticos.

Esta operação deve ser feita de forma muito cuidadosa, mecanicamente com dispositivos adequados, pois poderá ser muito perigosa para o operador da máquina.
Também existem bastões abrasivos, que podem ser utilizados para dressagem de rebolos de forma manual, mas seu uso é totalmente desaconselhável pelo perigo de graves acidentes.

Ficou com alguma dúvida ou quer saber mais sobre como melhorar a afiação das facas da sua empresa? Clique aqui que um dos nossos técnicos entrará em contato com você.

Comments are closed.